 中文版
中文版 ENGLISH
ENGLISH
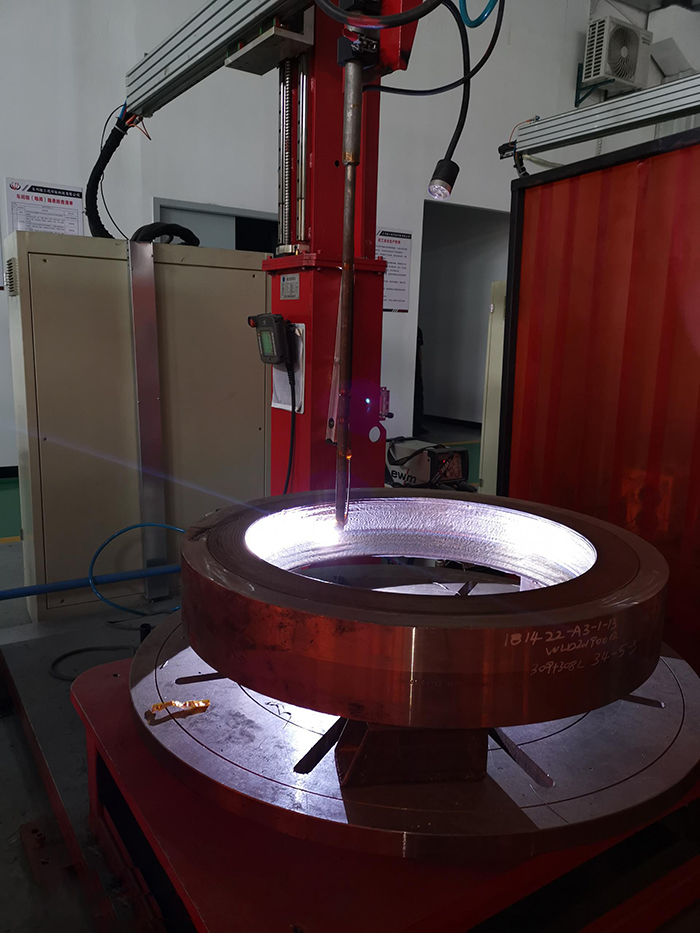
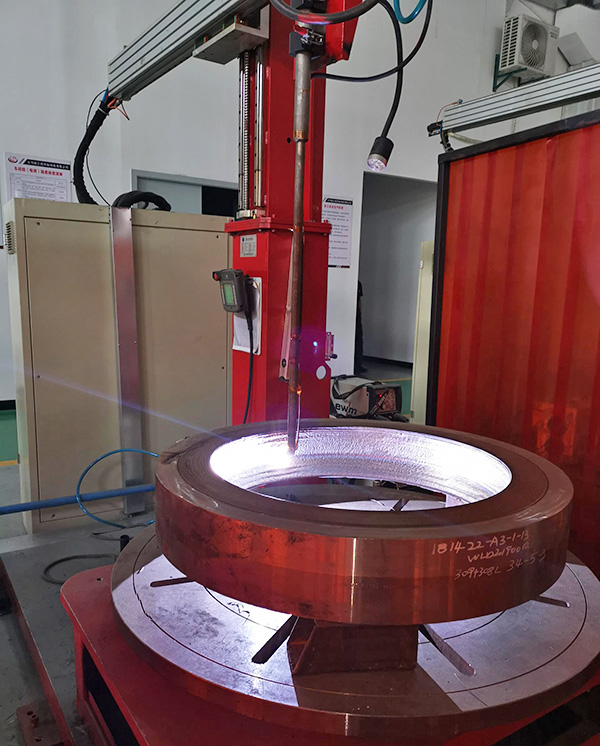
CLADDING 堆焊是两种不同的金属材料金相结合的堆焊复合技术
我们可以在多数碳钢,低合金钢,铬钼钢,不锈钢及其他钢材上堆焊各种耐腐蚀合金,如INCONEL®, INCOLOY®, MONEL®, HASTELLOY®, 不锈钢及耐磨钢材料。 •堆焊工艺GTAW (TIG) 自动(热丝/冷丝)钨极氩气保护焊接
我们可以在多数碳钢,低合金钢,铬钼钢,不锈钢及其他钢材上堆焊各种耐腐蚀合金,如INCONEL®, INCOLOY®, MONEL®, HASTELLOY®, 不锈钢及耐磨钢材料。 •堆焊工艺GTAW (TIG) 自动(热丝/冷丝)钨极氩气保护焊接

































堆焊工艺要求:
• 母材:A105、A350 LF2、A694 F42~F70、AISI 4130、30CRMO,SS304/304L、SS316/316L、SS410、F51、F55, • WCB、LCB 等铸件、锻件或管件母材。
• 焊材:ERNICRMO-3、ERNIFECR-1、ER316L、ER2594、ERCCOCR-E、ERCCOCR-A、ERNI1、ERCUNI 等Φ1.2 焊丝
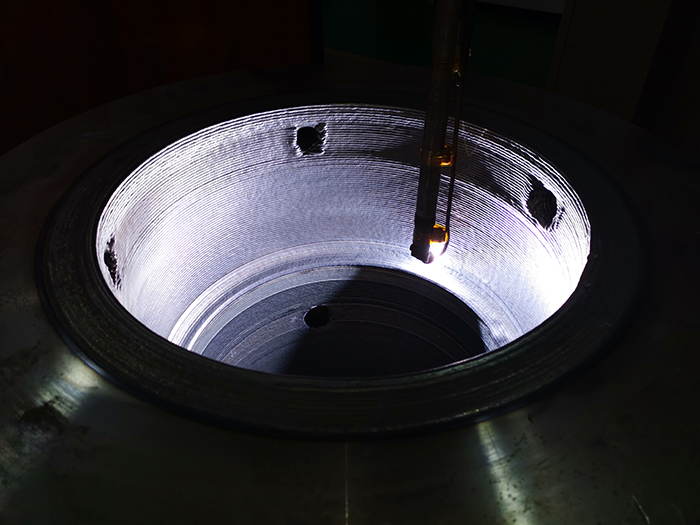
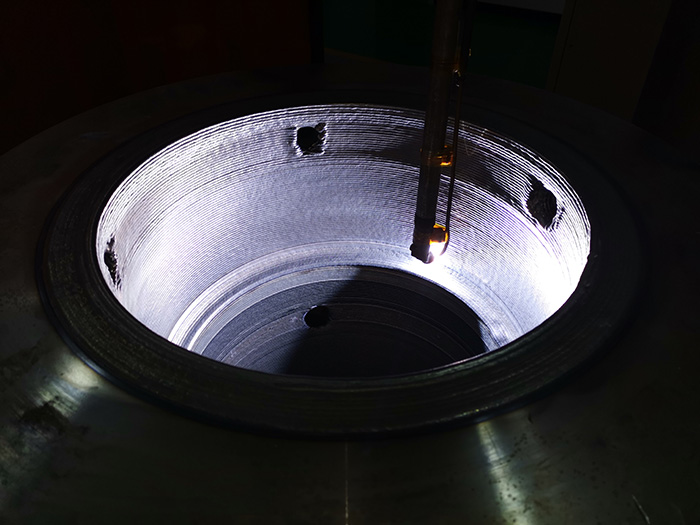
• 焊层厚度:焊层 1~3MM/层,多层焊接,加工后焊层厚度 3.2MM。焊接融合线+2MM 处稀释率小于 5%
• 质量要求:焊层加工后探伤满足《 ASTM E165,ASTM V》 要求。相贯线位置的堆焊一次合格率 95%以上。流道孔及平面堆焊一次合格率 98%以上。垫环槽密封面堆焊一次合格率 96%。
• 堆焊工艺:自动热丝 TIG 堆焊功能。
• 堆焊位置:2G 位置横堆焊和 1G 位置平堆焊
• 母材:A105、A350 LF2、A694 F42~F70、AISI 4130、30CRMO,SS304/304L、SS316/316L、SS410、F51、F55, • WCB、LCB 等铸件、锻件或管件母材。
• 焊材:ERNICRMO-3、ERNIFECR-1、ER316L、ER2594、ERCCOCR-E、ERCCOCR-A、ERNI1、ERCUNI 等Φ1.2 焊丝
• 焊层厚度:焊层 1~3MM/层,多层焊接,加工后焊层厚度 3.2MM。焊接融合线+2MM 处稀释率小于 5%
• 质量要求:焊层加工后探伤满足《 ASTM E165,ASTM V》 要求。相贯线位置的堆焊一次合格率 95%以上。流道孔及平面堆焊一次合格率 98%以上。垫环槽密封面堆焊一次合格率 96%。
• 堆焊工艺:自动热丝 TIG 堆焊功能。
• 堆焊位置:2G 位置横堆焊和 1G 位置平堆焊
| 序号 | 项目地点 | 项目名称 | 数量 | 年份 |
| 1 | 迪拜项目 | 阀体,GBS,3-1/16 10M,FLG,CF,4130,PUPSL3,RGO625 | 1780 | 2019 |
| 2 | 迪拜项目 | 三通,ST,3115,9/16HP(2),4130,LUPSL3,RGO625 | 500 | 2019 |
| 3 | 迪拜项目 | 体座焊接件,SC,1-13/16 10M,4130+410,LUPSL3,SFOSTL.6 | 460 | 2019 |
| 4 | 伊朗项目 | 阀体BODY ND=8" H12 | 80 | 2020 |
| 5 | 伊朗项目 | 球Ball 28” | 30 | 2020 |
| 6 | 伊朗项目 | 阀体RF BODY ND=24" | 65 | 2020 |
| 7 | 伊朗项目 | 盖子RF CLOSURE ND=16"x12" SR., LUB,INSERT | 200 | 2020 |
| 8 | 伊朗项目 | 盖子 RF CLOSURE ND=12"x8" SR LUB. | 1690 | 2020 |
| 9 | 中石化 | 阀体 18寸 C5+ER310 | 15 | 2020 |
| 10 | 中石化 | 阀体 20寸 C5+ER310 | 15 | 2020 |
| 11 | 东方电热 | 筒体ID600*90t(86)L=1720 | 2 | 2020 |
| 12 | 东方电热 | 端部法兰990*600*300 | 4 | 2020 |
| 13 | 东方电热 | 平盖 990*300 | 4 | 2020 |
 打印该页
打印该页 发送邮局
发送邮局 返回顶部
返回顶部